by Simantini Singh Deo
8 minutes
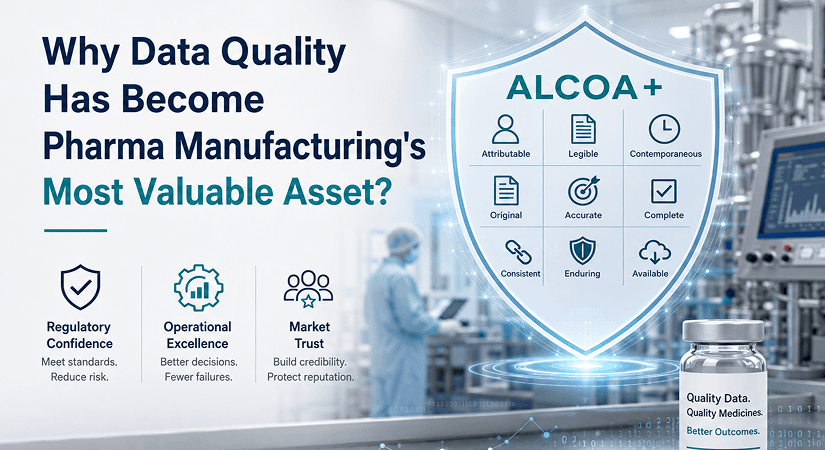
Why Data Quality Has Become Pharma Manufacturing's Most Valuable Asset?
Data quality has shifted from compliance checkbox to pharma's biggest strategic asset, ALCOA+ explains why.
There was a time when data quality in pharmaceutical manufacturing was treated primarily as a compliance obligation — something you documented to satisfy an inspector, not something that directly created business value. That view has fundamentally changed.
In today's Pharma 4.0 environment, where manufacturing systems generate millions of data points per batch, where regulators interpret data deficiencies as direct evidence of product quality risk, and where competitive differentiation increasingly depends on a manufacturer's ability to act on reliable information quickly and confidently, data quality has moved from the back of the room to the centre of strategy.
Regulatory authorities have made their position unambiguous. Between 2017 and 2022, the FDA issued more than 160 Warning Letters to pharmaceutical manufacturers specifically citing data integrity deficiencies under GMP and 21 CFR Part 11 expectations.
The FDA, EMA, MHRA, and WHO have all issued or updated data integrity guidance in recent years, and a 2025 review of global regulatory frameworks described data as a "surrogate indicator of product quality" — meaning regulators now treat data deficiencies as potential risks to patient safety, even when physical test results appear acceptable on their face.
The stakes are very high. Three consequences define what poor data quality costs a pharma manufacturer:
- Regulatory Action — Warning Letters, import alerts, consent decrees, and facility shutdowns, all of which carry direct and lasting financial and reputational damage
- Operational Failure — decisions made on unreliable data produce batch failures, process deviations, and quality escapes that cost far more to remediate than to prevent
- Lost Market Credibility — in an industry built on trust in safe, effective medicines, a documented data integrity failure can permanently damage a company's standing with regulators, partners, and patients
What Data Quality Actually Means In Pharma Manufacturing?
Data quality in pharmaceutical manufacturing is not a vague or aspirational concept. It has a precise, internationally recognised definition framework — ALCOA+.
Originally developed by the FDA in the early 1990s as a training tool for GLP inspectors by FDA compliance expert Dr. Stan W. Woollen, ALCOA was formally codified as GMP guidance in 2018. It has since been expanded to ALCOA+ to fully reflect the realities of modern computerised manufacturing environments.

ALCOA stands for five foundational attributes that every piece of manufacturing data must possess:
- Attributable — It must be clear who created the data, when, and why any changes were made
- Legible — It must be readable and permanent, whether recorded electronically or on paper
- Contemporaneous — It must be recorded at the time the activity takes place, not reconstructed after the fact
- Original — it must be the first-capture record, not a copy or transcription that could introduce error
- Accurate — it must truthfully reflect the process or result it describes, with no omissions or alterations
ALCOA+ adds four additional attributes that apply specifically to the lifecycle of data in computerised systems:
- Complete — all data must be retained, including invalid runs, aborted sequences, and out-of-specification results
- Consistent — data must follow a chronological sequence consistent with the events it records
- Enduring — it must be durable and retrievable throughout its required retention period
- Available — it must be accessible to authorised reviewers and regulators throughout that retention period
These nine attributes collectively define what regulators and quality professionals mean when they say data has integrity. A manufacturing data set that satisfies all nine is data that can be trusted to support a batch release decision, to withstand regulatory scrutiny, and to drive genuine process improvement.
Why Does This Matter More Now Than It Ever Has Before?
Pharmaceutical manufacturing is in the middle of a profound digitisation transformation. Manufacturing execution systems (MES), laboratory information management systems (LIMS), process analytical technology (PAT) tools, electronic batch records, and AI-driven quality monitoring platforms are generating more data, faster, from more sources than any previous generation of manufacturing infrastructure. This creates enormous opportunity and an equally significant new category of risk.

The opportunity is real and well-documented. High-quality, fully integrated manufacturing data enables:
1) Real-Time Batch Release Decisions — when process data is trusted, manufacturers can implement parametric release, reducing end-product testing timelines and accelerating product to market.
2) Predictive Quality Management — reliable historical process data enables statistical process control, trend analysis, and early anomaly detection that can identify a developing problem before it reaches product quality.
3) Continuous Process Verification (CPV) — required under FDA guidance and Annex 15, CPV depends entirely on data quality. Without reliable data, there is no meaningful ongoing verification of process performance.
4) Regulatory Approval Efficiency — submissions backed by clean, well-governed data are reviewed faster. The FDA's data integrity enforcement history makes clear that submissions from facilities with documented data integrity failures receive disproportionately intense scrutiny.
The risk is equally real and growing. As systems become more complex and more interconnected, the number of points at which data can be corrupted, altered, or inadequately controlled increases substantially.
An audit trail gap in an MES, a shared login credential on a LIMS, a paper record completed in pencil and overwritten — all of these are data integrity vulnerabilities that modern regulatory inspectors are specifically trained to identify and pursue.
The Regulatory Framework Enforcing Data Quality Standards
Understanding the regulatory environment surrounding data quality is essential for any pharmaceutical manufacturer operating globally. The major frameworks are interconnected, and compliance with all of them depends on satisfying ALCOA+ at the system and process level.
The key regulatory instruments defining data quality expectations include:
- 21 CFR Part 11 (FDA) — governs electronic records and electronic signatures in the United States. Requires secure, time-stamped audit trails for all electronic GMP records, individual user attribution, access controls, and system validation. Failure to maintain a compliant audit trail means a product is technically considered adulterated in the eyes of an FDA inspector.
- EU GMP Annex 11 — the European equivalent of 21 CFR Part 11, governing computerised systems in GxP environments. Explicitly references ALCOA principles as the standard for data quality. Currently under revision, with the updated version expected to align more closely with Pharma 4.0 technologies.
- MHRA Data Integrity Guidance (2018, updated 2021) — provides detailed, practical guidance on data governance expectations for UK manufacturers and remains one of the most cited data integrity reference documents globally.
- WHO Technical Report Series No. 996 Annex 5 — the WHO's data integrity guidance, shaping expectations for manufacturers supplying WHO-prequalified products globally.
- EU GMP Annex 22 (in draft, 2025) — a new annex specifically addressing artificial intelligence in GxP environments, which will extend data quality governance expectations to AI-generated manufacturing data for the first time.
The emergence of EU GMP Annex 22 is particularly significant for the industry's future. As AI and machine learning tools become embedded in manufacturing quality systems, for process monitoring, anomaly detection, and decision support, regulators are extending ALCOA+ expectations to the data that trains, validates, and operates those systems in GxP environments.
Data quality is no longer just about batch records and laboratory notebooks. It is about the entire connected data ecosystem that a modern pharmaceutical facility depends on to function.
ALCOA+ isn't just a manufacturing-floor concept.
The same principles govern every sterility result coming out of the lab.
→ Read: Why Data Integrity Is the Backbone of Every Microbiology Laboratory
Building A Data Quality Culture That Lasts
Understanding the regulatory framework is necessary but not sufficient. Many pharmaceutical manufacturers have experienced data integrity failures not because their computer systems were poorly designed, but because their organisational culture had not fully embedded the behaviours that reliable data requires. Building a lasting data quality culture requires three things working together:
a) Systems & technical controls must be fit for purpose and fully validated. This means validated, access-controlled computerised systems with functioning audit trails; electronic records that cannot be altered without leaving a traceable, time-stamped record; and LIMS and MES platforms that enforce contemporaneous data capture rather than permitting after-the-fact reconstruction.
Approximately 30% of paediatric clinical trials studied in an ISPE survey had issues with electronic data capture that compromised ALCOA attributes, a finding that demonstrates how widespread the technical gap remains even in well-resourced organisations.
b) Procedures and training must translate system capabilities into consistent, reliable human behaviours at the bench and on the floor. After ALCOA training programmes have been implemented in manufacturing settings, audit findings for data writing errors have been shown to drop significantly.
Standard operating procedures that embed ALCOA+ requirements into every data-generating activity, not just as written instructions but as genuinely internalised habits, are what bridge the gap between regulatory theory and day-to-day practice.
c) Leadership and accountability must make data quality a genuine organisational value, not just a reflexive audit response or a seasonal inspection preparation exercise. This means quality leaders who treat data integrity findings as leading indicators of systemic risk, not embarrassing anomalies to be resolved and forgotten.
It means executives who fund data governance infrastructure as a strategic investment, not an overhead cost. And it means an inspection-readiness culture where the question "can we stand behind this data?" is asked proactively, at every batch, on every shift.
A data quality culture means nothing if the airflow generating that data is already compromised.
→ Read: Turbulence: The Hidden Enemy In Sterile Manufacturing
Conclusion: Data Quality Is the Foundation Everything Else Is Built On
There is a phrase increasingly used by quality leaders and regulators alike that captures this shift precisely: data is not just a record of what happened, it is evidence of what the product is. Every batch record, every analytical result, every process parameter, and every deviation report is a piece of evidence about the safety and quality of a medicine.
When that evidence is reliable, manufacturers can make confident decisions, regulators can grant confident approvals, and patients can take confident doses. When it is not, every decision downstream, from batch release to market authorisation to post-market surveillance, is built on a foundation that cannot be trusted.
The good news is that the investment in data quality pays back clearly and measurably. Clean data shortens release cycles. It reduces the cost of investigations and remediations. It makes regulatory submissions faster and smoother to navigate.
It enables the predictive and continuous verification capabilities that modern manufacturing efficiency genuinely depends on. Data quality is not a cost centre. It is pharma manufacturing's most valuable asset and the organisations that treat it that way are the ones that lead, in the market and in front of regulators.
FAQs
1. What Is Data Quality In Pharmaceutical Manufacturing?
Data quality refers to the accuracy, completeness, consistency, and reliability of information generated throughout pharmaceutical manufacturing. It covers everything from production records and laboratory results to equipment data and electronic batch records. High-quality data ensures that every manufacturing activity is properly documented and can be trusted for decision-making. It also supports regulatory compliance, product quality, and patient safety by providing reliable evidence of how medicines are produced.
2. Why Has Data Quality Become So Important In Modern Pharma Manufacturing?
As pharmaceutical companies adopt digital technologies such as Manufacturing Execution Systems (MES), Laboratory Information Management Systems (LIMS), and electronic batch records, they generate much larger volumes of data than ever before. This data is used to monitor processes, support quality decisions, and improve manufacturing efficiency. If the data is inaccurate or incomplete, it can lead to poor decisions, regulatory findings, and product quality issues. High-quality data allows manufacturers to make faster, more confident decisions while maintaining compliance with GMP requirements.
3. What Is ALCOA+ And How Does It Support Data Quality?
ALCOA+ is a globally recognized framework that defines the key characteristics of trustworthy pharmaceutical data. It states that data should be Attributable, Legible, Contemporaneous, Original, Accurate, Complete, Consistent, Enduring, and Available throughout its lifecycle. These principles help manufacturers maintain data integrity in both paper-based and electronic systems. Following ALCOA+ ensures that manufacturing records remain reliable, traceable, and ready for regulatory review whenever required.