by Mrudula Kulkarni
6 minutes
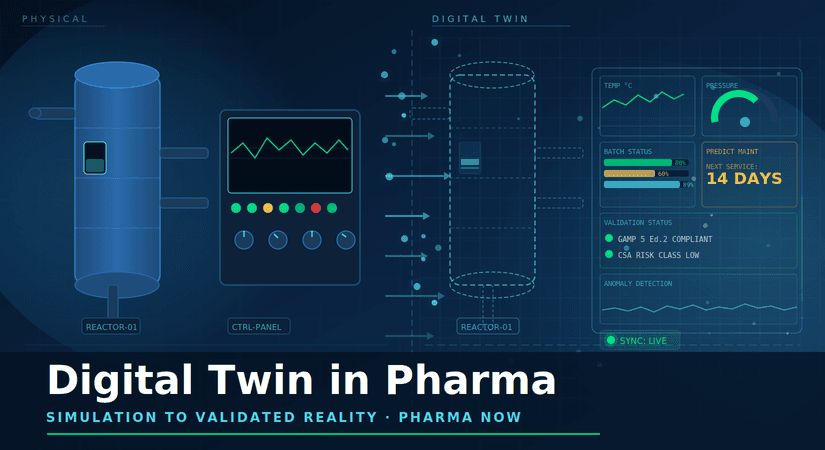
Digital Twin in Pharma Manufacturing: From Simulation to Validated Reality
Digital twin is delivering real ROI in pharma manufacturing. The question in 2026 is not deployment — it's regulatory defensibility.
Introduction
Digital twin technology — virtual models of physical production lines that simulate behaviour before changes hit the real floor — is moving out of research-stage curiosity and into practical deployment across Indian pharma manufacturing. Process optimisation and predictive maintenance are leading this shift, and the underlying technology genuinely works.
The honest complication isn't technical. It's regulatory. A digital twin running quietly in the background to inform an engineer's intuition is a very different proposition from a digital twin whose output drives a real manufacturing decision. That distinction — and how a plant defends it during an inspection — is what actually separates organisations getting value from digital twin from those collecting expensive, unused dashboards.
What Is a Digital Twin in Pharma Manufacturing?
A digital twin is a virtual representation of a physical asset, process, or system — built from real operational data and continuously updated to mirror what's happening on the actual production line. In pharma manufacturing, this typically means a simulated model of a piece of equipment, a production line, or an entire plant that can be used to test "what if" scenarios without touching the live, validated process.
Unlike a static simulation built once and left untouched, a digital twin is meant to stay synchronised with the real asset — ingesting sensor data, equipment performance metrics, and process parameters so that the virtual model reflects current reality rather than a one-time snapshot.
Why Digital Twin Is a Different Validation Problem
A digital twin that only informs internal engineering decisions — helping an engineer understand wear patterns, for instance — carries relatively modest regulatory risk. Nobody downstream is relying on its output to make a GMP-relevant decision.
The picture changes the moment a digital twin starts to influence real manufacturing decisions: predicting when equipment will fail and triggering a maintenance schedule, or simulating the impact of a process parameter change before that change is applied on the validated line. At that point, the digital twin becomes a system that must be defensible in front of a regulator — and that's where most of the genuine difficulty in deploying this technology actually lives.
The same risk-based validation logic that already applies to Manufacturing Execution Systems under GAMP 5 Edition 2 applies directly here. The right question isn't how impressive the simulation looks. It's: what is the consequence if this specific model output is wrong? Classification by consequence, not by sophistication, is what determines how much validation rigour a given digital twin use case actually requires.
Risk-based validation isn't just for MES.
Here's how GAMP 5 Edition 2 actually changes the validation calculus for every GxP system on your floor.
→ GAMP 5 Second Edition | Risk-Based Validation Guide
Where Digital Twin Is Delivering Real ROI Today

Three use cases are where Indian pharma manufacturers are currently seeing digital twin pay for itself in practice, rather than remaining a research exercise:
Predictive maintenance.
Digital twins simulate wear patterns on critical equipment, allowing maintenance teams to schedule interventions before failure occurs rather than reacting to unplanned downtime after the fact. This shifts maintenance from a reactive cost centre to a planned, predictable activity.
Process parameter testing.
Before committing a validated batch run to a formulation change or a line-speed adjustment, manufacturers can model the impact of that change inside the digital twin first. This reduces the risk — and cost — of discovering a problem only after a real batch has already been committed.
Capacity and bottleneck planning.
Digital twins allow plants to simulate throughput changes across a line or an entire facility without disrupting live production. This is particularly valuable for capacity planning decisions that would otherwise require expensive and disruptive real-world trial runs.
Each of these use cases shares a common thread: the digital twin is being used to de-risk a decision before it's made on the physical line, rather than simply describing what already happened.
"Digital Twin, Defended" — Not Just Deployed
The more accurate framing for where pharma manufacturing actually stands in 2026 isn't "should we deploy digital twin." Most serious manufacturers have already answered that question. The real question is: "can we defend the decisions it informs?"

That defensibility comes down to three practical requirements. First, model assumptions need to be documented clearly enough that an inspector — or an internal auditor — can understand exactly what the digital twin is and isn't accounting for. Second, the underlying data feeds that keep the twin synchronised with reality need their own validation, since a digital twin is only as trustworthy as the data feeding it. Third, there needs to be a clear, documented boundary between decisions that can be informed by simulation alone and decisions that still require direct physical verification before being acted on.
Without these three elements in place, a digital twin can look impressive in a demo and still collapse the moment a regulator asks how a specific maintenance or process decision was actually justified.
Documenting the defence isn't optional.
Here's what FDA's CSA framework actually expects when a system informs a manufacturing decision.
→ FDA Computer Software Assurance | Pharma Leader's Guide
Where Plant IT Leaders Are Comparing What Actually Paid Back
PHARMA MANUFACTURING IT SUMMIT (PMITS) | AHMEDABAD | 7 JULY 2026
Le Méridien, Ahmedabad | Invitation-Only | 130 Seats | A GPACTS 2026 Series Event
Gujarat manufactures roughly 33% of India's pharma output. Most of it still runs on paper. PMITS is built around a single question: what does it take to bring the Indian pharma factory floor into the CSA, GAMP 5 Edition 2, and paperless-batch-record era — without losing the validated state regulators expect?
One day. 130+ of India's most senior pharma manufacturing IT, CSV, and plant IT decision-makers. No vendor expo. 70%+ end-users. Chatham House rules throughout.
Confirmed Speakers
- Vikram Shukla – President, Zydus (Delivering the Chief Guest address)
- Pramod Gokhale – Sr. President & Global CIO, Mankind Pharma
- Dr. Bijender Mishra – Global IT Head & CISO, Alkem Laboratories
- Ravi Kalla – CIO, Anthem Biosciences
- Narinder Sagar – CIO, Corona Remedies
- Rahul Songire – Sr. VP – Central Quality, Zydus Lifesciences
- Shyam Khante – Former Director, GSK
What You Leave With
- A Manufacturing IT 2030 Blueprint — ready for your next plant investment review
- A CSV → CSA Migration Playbook — what to retire, retain, and defend in an inspection
- A GAMP 5 Ed.2 & Annex 22 Readiness Checklist — the exact questions coming on AI-in-GMP and paperless batch records
- Unfiltered peer intelligence on real MES, LIMS, and Digital Twin deployments — Chatham House
- 12 months of Pharma Now manufacturing IT intelligence post-event
Organised by Pharma Now × Yellow Hive Events & Media | Wave 02 of the GPACTS 2026 Series. → Book your pass
Conclusion
Digital twin sits squarely in the "what paid back versus what remained slideware" conversation that's increasingly common among Indian pharma manufacturing IT leaders. The technology itself is no longer the obstacle — predictive maintenance, process parameter testing, and capacity planning are already delivering measurable value in live deployments today.
What separates a digital twin generating real ROI from one collecting an expensive, unused dashboard is honesty about defensibility: documented assumptions, validated data feeds, and a clear line between what simulation can decide and what still needs physical verification. That discipline, more than the sophistication of the model itself, is what determines whether digital twin becomes a permanent part of a plant's validated operating reality — or a research-stage curiosity that quietly fades once the novelty wears off.
FAQs
1. What is a digital twin in pharma manufacturing?
A digital twin is a virtual model of a physical production line, piece of equipment, or process that is continuously synchronised with real operational data. It allows manufacturers to simulate changes — such as a process parameter adjustment or equipment wear pattern — before applying them to the actual validated line.
2. Why does digital twin technology raise validation concerns in pharma?
A digital twin becomes a regulatory concern when its output starts influencing real manufacturing decisions, such as predicting equipment failure or simulating a process change. At that point, the same risk-based validation principles used for MES under GAMP 5 Edition 2 apply — the digital twin must be defensible based on the consequence of its predictions being wrong.
3. Where is digital twin currently delivering measurable ROI in pharma manufacturing?
The three areas showing the clearest returns today are predictive maintenance (scheduling equipment service before failure), process parameter testing (modelling formulation or line-speed changes before committing a batch), and capacity and bottleneck planning (simulating throughput changes without disrupting live production).
4. What does it mean to have a "defended" digital twin rather than just a "deployed" one?
A defended digital twin has documented model assumptions, validated underlying data feeds, and a clear boundary between decisions that simulation alone can inform and decisions that still require direct physical verification. Without these elements, a digital twin may function well in practice but fail to withstand regulatory scrutiny.
5. How does digital twin relate to other manufacturing IT systems like MES?
Digital twin shares the same risk-based validation philosophy that GAMP 5 Edition 2 applies to MES: validation effort should scale with the consequence of the system being wrong, not with how advanced or impressive the technology appears. Manufacturers who have already applied this discipline to MES tend to apply it more naturally to digital twin deployments.