by Simantini Singh Deo
9 minutes
Understanding IQ, OQ, And PQ: The Essentials Of Equipment Qualification
A complete guide to IQ OQ PQ in pharma installation, operational and performance qualification explained with examples and best practices.
Equipment validation can be one of the most demanding responsibilities for quality teams, especially when an audit is around the corner. Many professionals experience pressure not because they doubt the equipment itself, but because they want to ensure that every step of qualification is documented clearly, logically, and in a way that can withstand regulatory scrutiny.
Understanding IQ, OQ, and PQ is essential because these three stages create a complete chain of evidence proving that equipment is installed properly, functions correctly, and consistently performs well during everyday operations.
A structured and well-documented validation not only satisfies auditors but also protects the business by preventing unexpected equipment failures, product defects, or compliance issues.
This guide explains IQ OQ PQ in simple terms, explores their differences, provides examples, and outlines best practices that help organizations get validation right the first time!
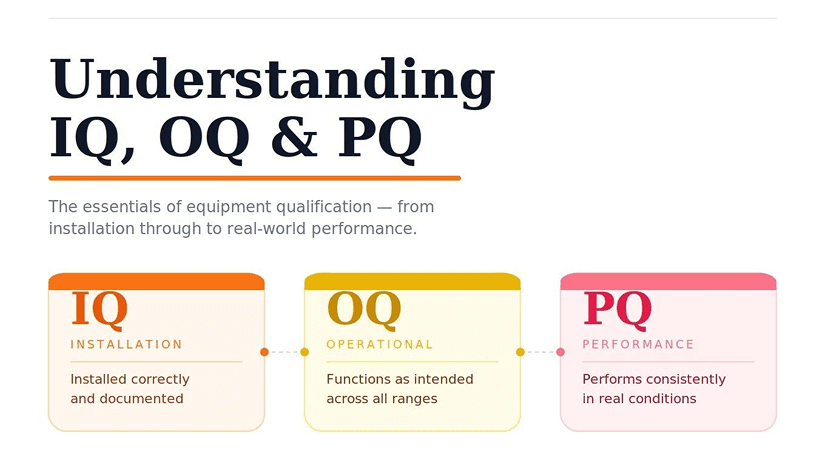
What IQ, OQ, PQ Really Mean?

Even though IQ, OQ, and PQ form one connected qualification process, each step has a specific purpose and contributes uniquely to demonstrating equipment fitness. Seeing them as individual phases helps teams plan better and ensures that no step is rushed or overlooked.
1) Installation Qualification (IQ)
Installation Qualification verifies that the equipment has been installed according to approved specifications and manufacturer recommendations. At this stage, the focus is not on how the equipment functions, but on ensuring that the foundation is correct. A strong IQ reduces the likelihood of problems showing up later in OQ or PQ, because it confirms that the installation environment, utilities, and supporting components are all properly set up.
- IQ involves a thorough verification of delivered equipment, making sure that the model number, serial number, components, and accessories exactly match what was ordered. This prevents surprises such as missing items, damaged parts, or substitutions that could affect later qualification steps. Detailed inspection also ensures that every part of the equipment is accounted for and inspected before operation begins.
- It also includes confirming utility and environmental readiness, where the technical team checks whether electrical lines, water sources, compressed air supply, steam piping, ventilation, and drainage meet the equipment’s specific needs. This helps prevent equipment malfunction and ensures that environmental conditions such as humidity, layout, and safety clearances align with manufacturer specifications.
- Another major part of IQ is documentation collection, gathering manuals, drawings, certificates of conformance, wiring diagrams, calibration records, and service instructions. All of this information becomes part of the equipment’s permanent file and ensures that future audits or troubleshooting activities have full traceability.
2) Operational Qualification (OQ)
Operational Qualification begins once IQ is approved and confirms that the equipment performs correctly within defined operating ranges. It is a dynamic stage where the equipment is actively tested, challenged, and pushed to verify that every function works as intended. Completing OQ thoroughly prevents unexpected issues once the equipment enters real use.
- OQ includes a full assessment of operational controls, where operators test user interfaces, safety checks, interlocks, alarms, and programmable settings. This assessment confirms that the equipment responds correctly to operator commands and behaves safely when abnormal conditions occur.
- It also assesses equipment performance across defined limits, meaning the system is tested at minimum, mid-range, maximum, and “worst-case” settings. This approach demonstrates that the equipment is stable and reliable, not just under normal conditions but during extreme scenarios that could occur in real operations.
- Another component of OQ is verification of sensors and outputs, checking that temperature, pressure, flow, load, and other critical readings align with calibrated standards. Accurate sensors are essential because they directly impact the quality and safety of the finished product.
3) Performance Qualification (PQ)
Performance Qualification represents the final confirmation that the equipment performs consistently in real production conditions. It integrates real materials, real loads, and actual operating procedures to prove that the equipment can be trusted for routine use.
- PQ involves producing multiple successful runs, usually three consecutive batches or cycles. These runs demonstrate repeatability, stability, and long-term reliability. The requirement for consecutive successes ensures that results are not accidental or influenced by temporary conditions.
- It also includes evaluating real-world performance attributes, such as product quality, environmental conditions, process variability, and operator interactions. The data confirms that product specifications can be reliably met using the equipment under normal conditions.
- PQ provides long-term confidence, serving as proof that the equipment is fully qualified for routine use. This becomes the baseline for the equipment’s lifecycle and supports future requalification or periodic reviews.
How IQ OQ PQ Are Used In Different Sectors?
Although the structure of IQ, OQ, and PQ remains consistent across industries, what organizations measure during PQ depends on the nature of their products.
A) Pharmaceutical Manufacturing (GMP)
In the pharmaceutical industry, PQ focuses on verifying that equipment supports processes that consistently meet critical product quality attributes. Characteristics such as sterility assurance, blend uniformity, tablet hardness, moisture content, or assay value are monitored to ensure that every batch meets regulatory expectations. Since medicines directly impact patient safety, PQ results must show that equipment does not introduce variability or compromise quality in any way.
B) Medical Device Manufacturing (ISO 13485)
In the medical device sector, PQ validates equipment reliability, precision, and consistency in producing components that meet strict design specifications. Even small variations in size, strength, or sterility can affect device performance and patient safety. PQ ensures that equipment used for molding, sealing, welding, assembling, or packaging consistently produces parts that meet dimensional tolerances and functional requirements.
IQ OQ PQ principles apply across all pharma equipment but when it comes to checkweighers specifically, the qualification approach has its own nuances.
Here is everything you need to know.
→ Read: IQ OQ PQ For Pharma Checkweighers: Qualification Without The Stress
Steps In A Full IQ OQ PQ Validation Process
A proper validation process follows a structured sequence, allowing teams to build a defensible, traceable qualification package from start to finish!
1) Define Requirements — The User Requirement Specification (URS) is created to document what the equipment must achieve. This includes capacity, performance ranges, accuracy expectations, safety features, software needs, and compliance requirements. Every qualification test later traces back to this document, ensuring that validation is purposeful and aligned with business needs.
2) Create The Validation Plan & Protocols — The validation plan outlines the overall strategy, roles, timelines, and approach. Detailed IQ, OQ, and PQ protocols follow this plan by defining test steps, acceptance criteria, sampling requirements, data-collection methods, and approval workflows. This planning phase prevents confusion later and ensures that everyone understands their responsibilities.
3) Perform IQ — The IQ protocol is executed step-by-step, and the results are documented. Inspectors verify installation quality, utilities, manuals, labels, calibration status, and environmental conditions. All findings are recorded clearly to demonstrate that the equipment is correctly installed and ready for operation.
4) Conduct OQ — After IQ completion, the OQ protocol is followed to test equipment functions. The data collected proves that the equipment performs correctly across its entire operating range. Any abnormal behavior, deviation, or unexpected result is documented and investigated before moving forward.
5) Run PQ — During PQ, the equipment is placed into real production or routine-use conditions. Actual materials, standard operating procedures (SOPs), and real operators are involved. This stage confirms that the process is stable and capable of producing compliant output consistently.
6) Prepare The final report — A comprehensive validation report compiles IQ, OQ, and PQ data, along with deviations, resolutions, and approvals. When signed, this report authorizes the equipment for normal use and becomes part of the permanent validation record.
The Difference Between IQ, OQ, And PQ
The difference between IQ, OQ, and PQ becomes much clearer when you understand the specific purpose and question each stage is designed to answer. Installation Qualification (IQ) confirms that the equipment has been installed correctly according to both manufacturer instructions and internal engineering standards.
This includes checking physical placement, utilities, accessories, components, and documentation. IQ provides confidence that the equipment is set up safely and appropriately before it is powered on. Operational Qualification (OQ) then focuses on confirming that the equipment functions properly under all defined operating conditions.
This involves testing controls, alarms, settings, safety mechanisms, and performance limits to ensure the equipment behaves exactly as expected before it is introduced into production.
Performance Qualification (PQ) follows once IQ and OQ are successfully completed and approved. PQ checks whether the equipment can consistently deliver reliable results under normal, day-to-day manufacturing conditions. This includes running real materials, using standard processes, and operating with typical loading patterns to ensure repeatability and stability.
Regulatory bodies require all three stages — IQ, OQ, and PQ — because together they provide full and defensible evidence that the equipment is properly installed, performs as intended, and continues to operate reliably during actual production. Completing all stages ensures manufacturers can demonstrate compliance and maintain long-term product quality.
Key Points To Remember:
- IQ focuses on installation verification, ensuring the equipment is delivered correctly, installed in the right location, connected to proper utilities, and supported with all required documents. Each of these checks helps prevent operational issues later in the validation process.
- OQ concentrates on functional testing, confirming that every critical feature—such as alarms, controls, sensors, and operating ranges—works as expected. This testing ensures the equipment is safe to use and capable of meeting operational demands.
- PQ validates real-world performance, demonstrating that the equipment consistently produces acceptable results under standard manufacturing conditions across multiple consecutive runs. This confirms long-term reliability and process stability.
- Each stage answers a different validation question, and together they form a complete qualification package that auditors and regulators expect to see. This structured approach ensures traceability and objective evidence of equipment fitness.
- Skipping or rushing any stage can create serious risks, including unexpected equipment failures, inconsistent product quality, regulatory violations, and costly rework. Thorough execution of all three stages protects both compliance and manufacturing performance.
IQ OQ PQ Example: Autoclave Qualification
Autoclaves are critical for sterilization, making them excellent examples of equipment requiring structured IQ OQ PQ.

a) Installation Qualification (IQ)
- The IQ stage verifies the physical setup of the autoclave, ensuring that the delivered unit matches specifications and includes all required components. Inspectors confirm that gauges, valves, insulation, and safety features are correctly installed.
- It also includes confirming utilities, where steam pressure, water supply, electricity, and drainage are checked for compatibility with the autoclave’s operational requirements.
- Documentation is collected, such as manuals, calibration certificates, wiring diagrams, and installation drawings, ensuring that all essential records are available for audits and maintenance.
b) Operational Qualification (OQ)
- During OQ, all safety and control features are tested, such as door interlocks, alarm functions, cycle controls, and emergency stops.
- Temperature and pressure sensors are checked for accuracy, ensuring reliable readings during sterilization.
- Alarm and fault responses are challenged, confirming that the autoclave reacts correctly to simulated errors, such as overheating or pressure imbalance.
c) Performance Qualification (PQ)
- PQ involves running multiple sterilization cycles using real loads, ensuring that the autoclave achieves sterility in practical use.
- Biological indicators and thermocouples are placed in cold spots, validating the autoclave’s ability to reach required temperatures even in difficult areas.
- Data from each cycle is reviewed, confirming that sterilization parameters are achieved consistently across several runs.
Best Practices For Successful Equipment Validation
Following proven practices helps ensure reliable results, improves efficiency, and strengthens audit readiness across the entire validation lifecycle. These practices not only support compliance but also help teams avoid rework, delays, and costly corrective actions.
1) Follow approved protocols
Executing protocols exactly as written ensures testing is consistent, traceable, and defensible during audits.
- Strict adherence to protocols ensures consistency across teams and sites, meaning that validation results are reproducible and not dependent on individual interpretation or execution style. This is particularly important for organizations operating across multiple locations or with different operators.
- Pre-approved protocols also act as a control mechanism, ensuring that all testing steps, acceptance criteria, and documentation requirements are clearly defined before execution begins, reducing the risk of missing critical checks.
2) Document Everything Immediately
Timely and accurate documentation is one of the most critical aspects of validation, as it serves as the official record of what was done and what results were obtained.
- Recording results at the time of execution ensures data integrity, as it prevents reliance on memory and reduces the risk of transcription errors or data loss. This is especially important for time-sensitive measurements or observations.
- Clear and complete documentation supports audit readiness, allowing inspectors to easily trace each step of the validation process and verify that it was conducted according to approved procedures.
3) Manage Deviations Properly
Deviation management is essential for maintaining transparency and control during validation. Any unexpected event must be handled in a structured and documented manner.
- Every deviation should be formally recorded and investigated, including identifying the root cause and assessing the potential impact on product quality or equipment performance. This ensures that no issue is overlooked or ignored.
- Corrective and preventive actions (CAPA) must be implemented when necessary, helping to prevent recurrence and strengthen the overall validation process over time.
4) Use Digital Validation Tools
Digital systems have become increasingly important in modern validation practices, offering significant improvements over manual documentation methods.
- Electronic Quality Management Systems (eQMS) provide centralized control, allowing teams to manage protocols, reports, approvals, and records in one place. This reduces the risk of lost or outdated documents.
- Automation features improve efficiency and reduce human error, such as automatic notifications, workflow tracking, and version control, which ensure that the correct documents are always used and reviewed on time.
- Digital tools also enhance data integrity and compliance, making it easier to demonstrate control during audits and reducing the likelihood of regulatory findings that could lead to costly remediation efforts.
Equipment qualification sits within a much larger regulatory framework.
Understanding GMP certification requirements across EU and US markets ensures your qualification work actually holds up globally.
→ Read: GMP Certification In The EU And US: Processes, Inspections, And Key Differences
In Conclusion
A well-executed IQ OQ PQ process creates reliable, traceable evidence that equipment is suitable for its intended use and ready for routine operation. It supports regulatory compliance, ensures product quality, and forms the foundation for long-term equipment performance.
Tools like equipment management modules help automate maintenance, reminders, responsibilities, and traceability, making validation and ongoing equipment control more efficient and dependable.
FAQs
1. What Makes IQ OQ PQ Essential For Equipment Qualification?
IQ, OQ, and PQ are essential because they provide complete, traceable proof that equipment is installed correctly, functions properly, and performs reliably in real operations. Each stage answers a different validation question, helping teams identify issues before equipment enters production. This structured approach prevents unexpected failures, product defects, and compliance risks. It also builds confidence during audits because validations are performed logically and consistently. Together, these stages create a strong foundation for long-term equipment performance and regulatory readiness.
2. How Do IQ, OQ, And PQ Reduce Validation Risks?
IQ reduces risk by ensuring that the setup, environment, and utilities are correct from day one, preventing downstream problems. OQ identifies functional issues early by testing controls, alarms, sensors, and operating limits before real materials are used. PQ confirms that the equipment can consistently perform under daily manufacturing conditions without variation. Completing all three stages prevents avoidable deviations, CAPAs, and rework. This reduces operational risk and helps maintain stable, compliant production processes.
3. Why Do Auditors Focus So Closely On IQ OQ PQ Documentation?
Auditors rely heavily on IQ OQ PQ documentation because it shows whether a company has objective evidence that its equipment is qualified for use. Clear records help inspectors trace every test back to approved requirements and acceptance criteria. Well-maintained documentation also demonstrates good data integrity, which is a major focus during regulatory inspections. When the paperwork is complete and logically organized, it reduces scrutiny and speeds up the audit process. Strong documentation reassures auditors that equipment is controlled, compliant, and safe to use.